

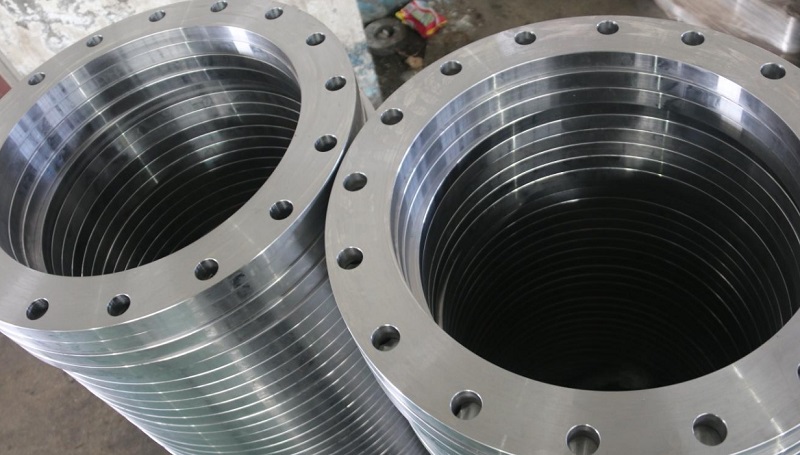

フランジ接続は、最初に 2 つのパイプ、継手、またはツールをフランジに固定し、次に 2 つのフランジの間にフランジ ガスケットを提供し、遅かれ早かれボルトを使用して 2 つのフランジを締め付けてしっかりと接続する取り外し可能なジョイントです。固定パイプラインと回転または往復歯車の間の接続を実現できます。
1. スライドラインブランキング:
製品の要件に従って、インゴットを適切なサイズと重量に切断します。
2. 加熱(焼き戻しを含む):
加熱設備のメイン単室炉、プッシャー炉、卓上焼鈍炉、すべての加熱炉は天然ガスを燃料として作られ、鋼インゴットの加熱温度は一般に1150℃〜1240℃、冷インゴットの加熱時間は約1です。 〜5時間、熱間インゴットの加熱時間は冷間インゴットの加熱時間の半分であり、加熱されたインゴットは鍛造プロセスに入ります。
3. 鍛造:
鋼塊は約1150~1240℃に加熱され、加熱炉から取り出され、鋼塊のサイズと鍛造比の要件に応じて、マニピュレーターによってエアハンマーまたは電気油圧ハンマーに投入されます。対応する橋脚の厚さ、絞り、その他のプロセスを計算し、鍛造品のサイズをリアルタイムで監視し、赤外線温度計を通じて鍛造品の温度を制御します。
4. 検査:
鍛造素材の事前検査、主に外観や寸法の検査です。外観に関しては主に亀裂などの欠陥がないか検査され、寸法はブランクバランスが図面で要求される範囲内であることを確認して記録する必要があります。
5. 熱処理:
鍛造品を所定の温度に加熱し、一定時間保温した後、所定の速度で冷却し、鍛造品の内部組織や特性を改善する総合的なプロセス。内部応力を除去し、加工時の変形を防ぎ、硬度を調整して加工しやすい鍛造品にするのが目的です。熱処理後、材料の要件に応じてインゴットを空冷または水冷し、急冷します。

1.標準: |
HE B2220 |
|
2. 次のように入力します。 |
ソップ・ソ |
|
3. 圧力クラス: |
5K 10K 16K 20K 30K 40K |
|
4. 寸法: |
10A-1200A |
|
5.表面処理: |
防錆油;黄色のペイント。黒色塗装;溶融亜鉛めっき;亜鉛。 |
|
6.原材料: |
SS400/SF440A |
|
7.梱包: |
木製ケース、パレット。 |
|
8.支払い: |
LC、T/T |
|
9. 納期: |
注文確認後30~60日 |
|















1.標準: |
HE B2220 |
|
2. 次のように入力します。 |
ソップ・ソ |
|
3. 圧力クラス: |
5K 10K 16K 20K 30K 40K |
|
4. 寸法: |
10A-1200A |
|
5.表面処理: |
防錆油;黄色のペイント。黒色塗装;溶融亜鉛めっき;亜鉛。 |
|
6.原材料: |
SS400/SF440A |
|
7.梱包: |
木製ケース、パレット。 |
|
8.支払い: |
LC、T/T |
|
9. 納期: |
注文確認後30~60日 |
|
1.標準: |
HE B2220 |
|
2. 次のように入力します。 |
ソップ・ソ |
|
3. 圧力クラス: |
5K 10K 16K 20K 30K 40K |
|
4. 寸法: |
10A-1200A |
|
5.表面処理: |
防錆油;黄色のペイント。黒色塗装;溶融亜鉛めっき;亜鉛。 |
|
6.原材料: |
SS400/SF440A |
|
7.梱包: |
木製ケース、パレット。 |
|
8.支払い: |
LC、T/T |
|
9. 納期: |
注文確認後30~60日 |
|



